

线切割机床丝筒换向噪音大是线切割机床使用及维修保养中常见的问题,有时候甚至会影响加工光洁度效果,造成加工有线痕等。
线切割机床丝筒换向噪音大可通过以下几种方法来排查检修!(以下故障按常见故障率高低排序)
1、联轴节缓冲垫破损
市场上所有的线切割机床运丝筒联接方式都是采用公母配合刚性联轴节,采用橡胶垫作为换向缓冲,所以丝筒公母联轴节间的橡胶垫是影响丝筒换向的关键因素,如果联轴节超过使用寿命出现破损或硬化变形,就会导致公母联轴节间出现间隙,从而导致丝筒换向异响、噪音大等情况。这种情况我们只需要更换联轴节缓冲垫即可。

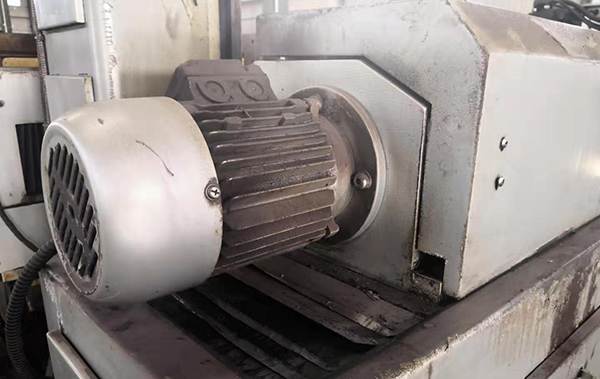
2、丝筒电机故障
如果排除了联轴节问题依然没有解决换向噪音大的问题,我们应该继续排查丝筒电机,用手扶住工作中的丝筒电机,感受它在换向过程中有无激烈抖动意向等情况,如果有、即可证明是运丝电机损坏,这种问题基本是优于运丝电机轴承损坏造成,直接更换运丝电机即可。
3、丝筒轴承问题
如果排查了以上两个部件依然没能解决问题,我们继续排查丝筒,用双手分别扶住运丝筒两端的左右支架,感受它在换向过程中有无激烈抖动意向等情况,如果有、即可证明是丝筒轴承损坏,导致的换向噪音大。找专业维修人员更换丝筒轴承即可。
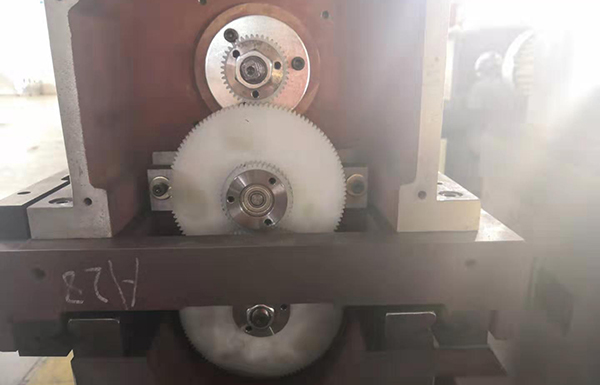
4、传动齿轮问题
如果以上方法都无法查出丝筒换向的原因,还有一个部件可以排查,那就是中心齿轮,如果丝筒 传动齿轮损坏或中心齿轮轴承损坏也会导致丝筒工作意向或换向噪音大的问题,如果确认中心齿轮有问题直接更换齿轮或更换中心齿轮轴承即可。
以上便是线切割丝筒换向噪音大原因及解决办法,小伙伴们学会了嘛。接下来小编给大家推荐一款大铁极速型中走丝,购机一年即可提车回家,了解详情点击下方大铁极速型中走丝。

