

线切割机床偏移量是指在电火花线切割加工中为了获取更精确的加工精度需要设定的补偿值。
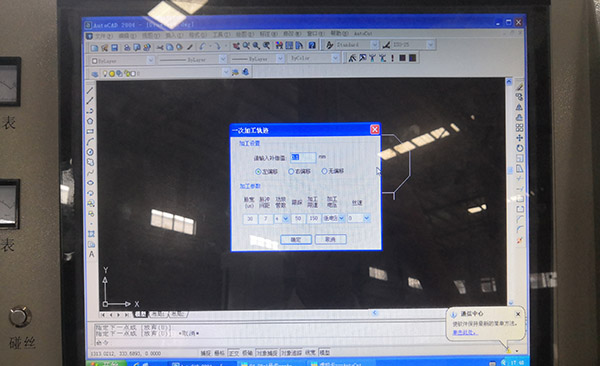
在线切割加工中程序默认钼丝的中心为零位,但加工中直接加工成型决定工件尺寸的是钼丝外径,加上钼丝的在加工中会不断损耗,直径一直在变化,所以需要设置补偿值、也就是偏移量才能保证线切割加工的精度。
线切割偏移量计算方法
偏移量=钼丝半径+火花位(放电间隙)
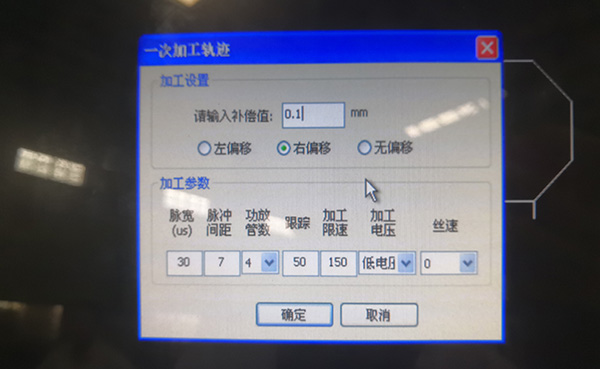
一般补偿值为钼丝直径除以二加上0.015.
比如说钼丝为0.18/2=0.09+0.015=0.105。一般5微米都被忽略掉了。所以一般快走丝线切割的补偿都为0.1。两轴进给量,其中X是纵向,Z是横向。
偏移量也是根据所进给的X,Y确定坐标来定位,首先要从X0,Y0你起始原点开始计算,一般来说,现在可以用绘图软件绘出所要加工图形,然后用编程软件转成NC程式,直接传入线切割就,或直接在控制柜上用线割控制软件编程。
钼线直径可用千分尺测得,调整放电间隙,直到切落的工件符合图纸尺寸。
以上便是线切割偏移量的计算方法,小伙伴们学会了嘛。接下来小编向大家推荐一款大铁DK系列极速线切割机床,稳定加工效率12000mm2/h,三年内下降不超过5%,并且上一次钼丝可加工40万方。想了解的小伙伴点击下方图片,或者直接联系大铁24小时咨询热线18924551991,期待您的垂询!

