

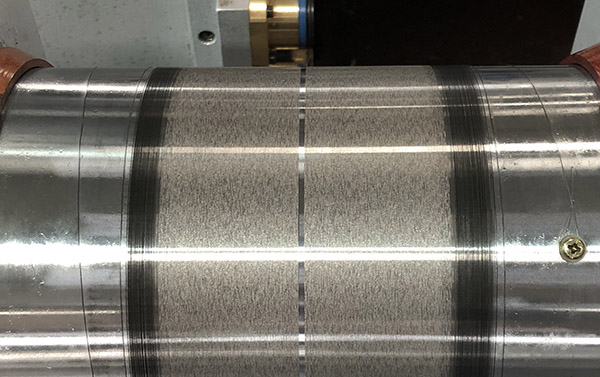
线切割在使用了一段时间的后,钼丝会出现一段一段的黑斑,黑斑通常有几到十几毫米长黑斑的间隔通常有几到几十厘米。黑斑是经过了一段时间的连续电弧放电,烧伤并碳化。

变细变脆和碳化后就很容易断。黑斑在丝筒上形成一个个黑点,有时还按一定规率排列形成花纹,也就是我们说的“花丝”。
那怎么解决这个问题呢,因不能有效消电离造成连续电弧放电,电弧的电阻热析出大量碳结成炭精粒,导致钼丝自己也被碳化。
工件较厚(放电间隙长)、水的介电系数低(恢复绝缘能力差)、脉冲源带有一个延迟灭弧的直流分量(大于10mA)这三者之一是“花丝”现象的基本条件。
所以花丝”现象一旦发生,要从这三个要素入手。首先要确认脉冲发生器的质量,只要没有那个阻止灭弧的直流分量,通常不会导致花丝断丝。
其次要注意水,污、稀、有效成分少肯定不行;内含一定量的盐、碱等有碍介电绝缘的成分更不行。再次要注意料,薄怎么都好,即便出现拉弧烧伤的诱因,水的交换快,蚀除物和杂质排除容易,瞬间“闯”过去了。厚了,拉弧烧伤的诱因则很容易产生而极不容易排出。特别带氧化黑皮、锻轧夹层、原料未经锻造调质就淬了火的,造成“花丝”的几率是很高的。“花丝”后的料、丝、水只要保留其一,再次“花丝”的可能性仍很大。所以比较简单的方法是一旦花丝,钼丝,水,材料都换一下。
花丝”现象很多时侯并不是机床原因。确定脉冲源无毛病,间隙跟踪无异常后,应转按三个基本条件、一个诱因去找。一味去调床子,无助问题解决。
