

线切割加工中决定电流电压的是跟踪和功放,不同材料不同厚度所需要试配的功放和跟踪也不同。
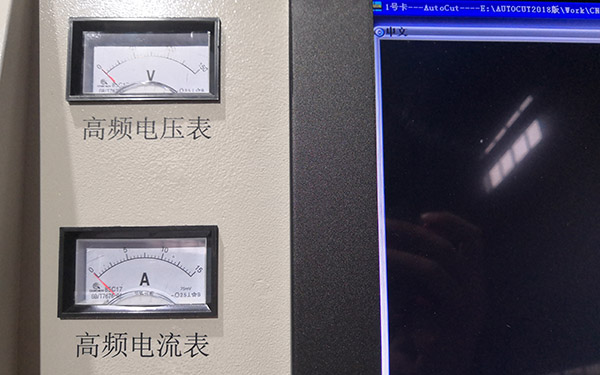
特别是在大厚度加工中,需要的加工电流大,跟踪的稳定性是决定价格效果的重要因素,不同软件的跟踪方式不同,但调节的原理都是一样的,我们只需要把跟踪调到加工时电流电压表稳定,不会大幅摆动和抖动即可。具体操作可参照软件使用说明。

还有一部分是现场因素:
1、电柜不行,普通电柜的高频电源不好,在加工大厚度时就会出现电流不稳定的情况,这也是普通线切割机床的高频电源加工不了大厚度工件的原因;
2、切割液问题,如果使用的切割液不行或不够浓,也会导致跟踪跟不稳的情况,割大厚度建议使用狄克206。
3、材料有杂质或是含有不导电成分的复合材料,如果材料有以上情况只能调小电流,跟踪跟慢一点慢慢切割。
4、钼丝损耗,线切割机床加工中钼丝在不断损耗,当钼丝直径变小时,需要及时调整跟踪数据,不然会出现电流不稳或烧断钼丝的情况。
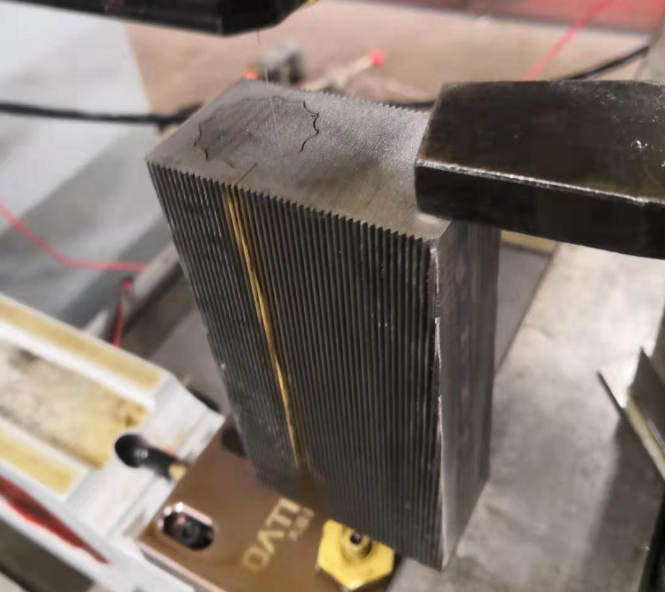
以上便是线切割加工厚工件电流不稳原因及解决办法,小伙伴们学会了嘛。接下来小编向大家推荐一款大铁DK系列极速线切割机床,稳定加工效率12000mm2/h,三年内下降不超过5%,并且上一次钼丝可加工40万方。想了解的小伙伴点击下方图片,或者直接联系大铁24小时咨询热线18924551991,期待您的垂询!

