

在我们线切割加工工件的装夹中,我们需要将工件的一个平面与线切割的一条运动轴平行或者垂直,这样才能确保切割的位置,与图纸上标的一致,这也是一名线切割师傅必备的技能。那么我们该如何给工件装夹打表呢?
首先我们先要学会使用千分表,千分表的根据分度值来分,有0.01mm,0.005mm,0.002mm及0.001mm几种。分度值为0.01mm的数量较多,因此称这种千分表为百分表,其它为千分表。我们要先知道自己的千分表的数值,以0.001mm为例,每一小格为1个μm,一个大格也就是我们的说的一丝。

然后我们我们要把千分表的支撑杆的底座(一般为一块强力磁铁),固定在相对于运动拖板静止的一个位置,这里我们选择线切割机床的上丝臂。
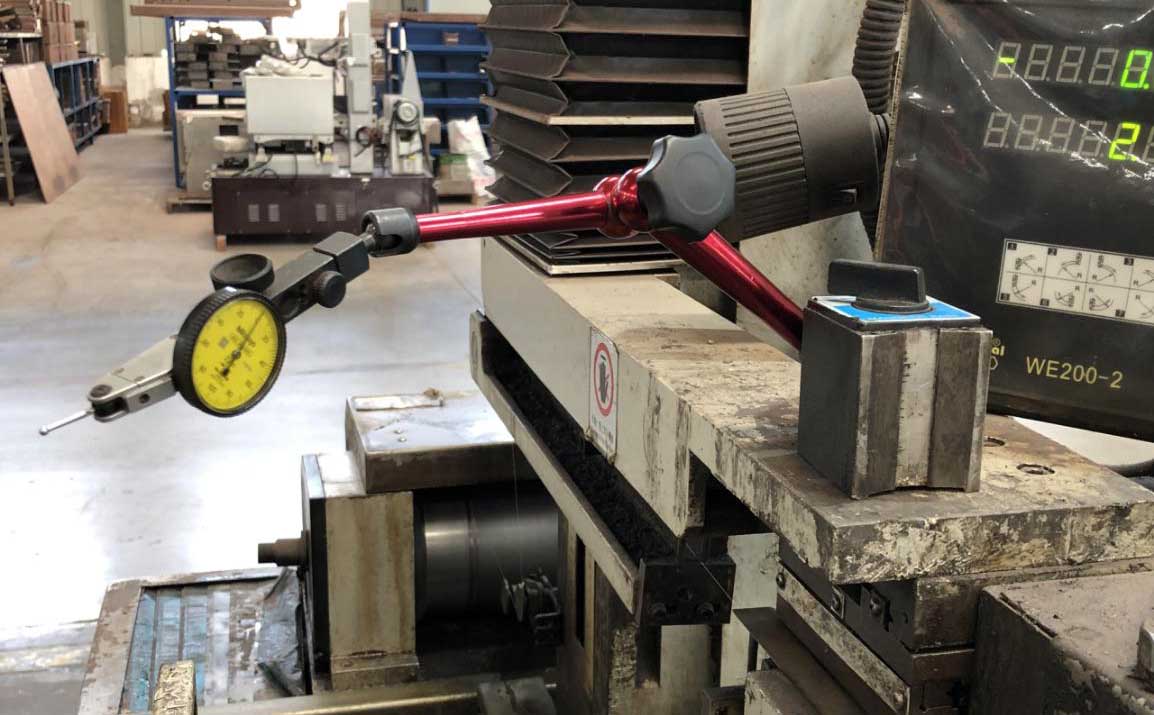
将千分表固定好后,我们就需要将表针,与需要打标的工件接触,这里我们可以通过调整,x轴与y轴,将千分表与工件接触到一个合适的位置。

接下来,我们通过调整表针与工件垂直方向的轴(这里我们是调整y轴),然后使表针的的数值转动到表盘的中间位置,也就是指针起始位置的对面。这样不管是偏离哪个方向,我们都有多的刻度进行观察调整。

接触好后,我们就开始移动工件与表针的平行轴(这里我们是x轴)。通过移动这条轴,我们根据指针的转动,看看工件方向往那边斜,假设假设当工件往外移动,指针数值越大,那么说明工件在这个方向与表针方向越近。反之,就是越远。
这个时候我们可以通过敲打工件,改变工件位置,使工件与运动轴平行。

当我们移动平行轴,指针摆动的偏差符合我们图纸上的误差要求的时候,那么就证明,工件基本与机械坐标的两条轴接近垂直或平行。那么这样工件的装夹就完成了。
以上便是线切割工件打标教程,小伙伴学会了嘛。觉得小编说的不错,可以了解下,日入720元的大铁DK系列极速线切割哦。

