

线切割短路回退是一种保护钼丝的一种设置,当钼丝与工件发生短路现象时,线切割会回退一些,让钼丝与工件产生间隙,然后再继续切割,这是为了防止当钼丝与工件在短路状态时,硬拉钼丝,导致钼丝拉伤或者断丝现象。不过有时候,因为一些特殊材料的原因,我们在切割时,可能需要短路回退功能延时一些,不然会发生一割就回退或者断丝就没办法继续切割。
那么线切割加工里HL怎么设置短路回退的侧等时间呢?
首先我们在HL加工界面中,我们选择-Para.参数这一项,也可以直接按F3。
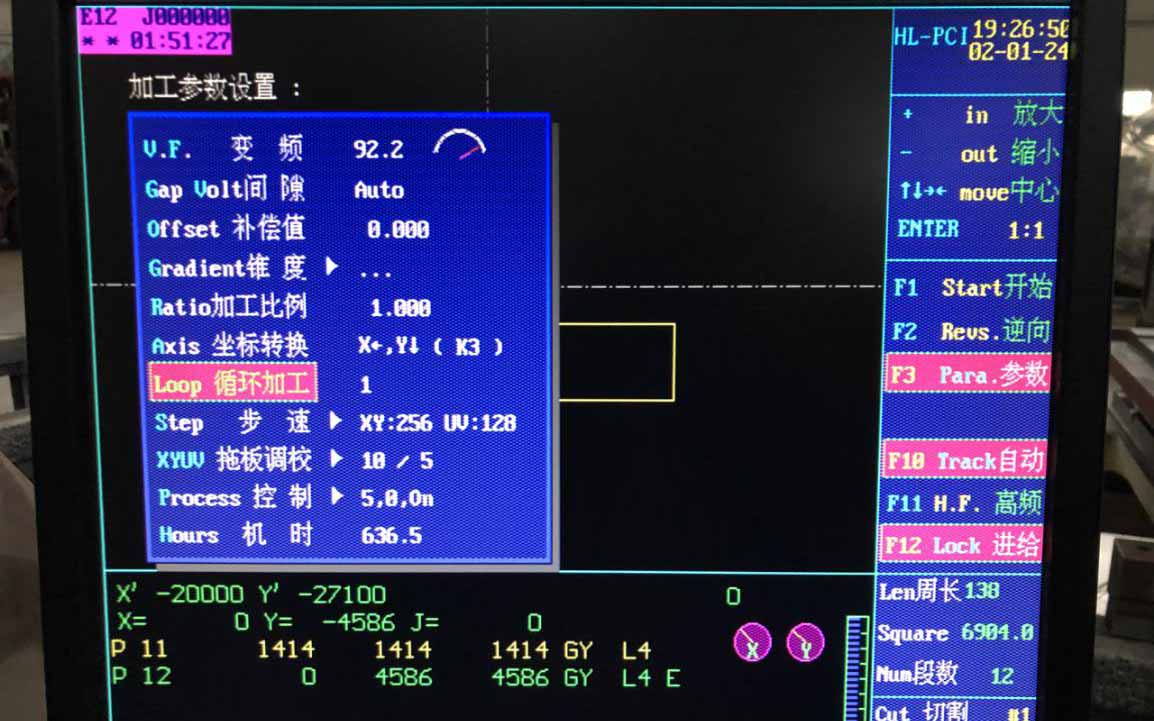
然后就会跳出加工参数设置的选择,这里我们选择控制,然后在这里面的回退里面就可以调节我们需要设置的等待回退时间,最小值为0,最大值为35,我们通过重复按回车进行调节,每一次调节的单位为5秒。

这就是HL线切割回退延时设置的方法,小伙伴们学会了嘛。
