 服务热线:
服务热线:
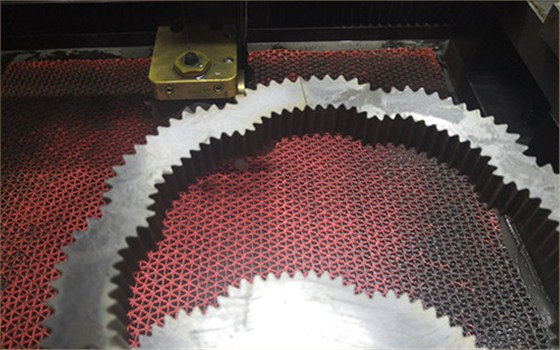
中走丝线切割开口变形的主要原因是材料的内应力作用,大多出现在淬火材料加工中,这是材料本身应力失衡造成的变形,只能通过加工工艺来尽量弥补。
中走丝线切割工件变形原因:
1、和材料有关。
2、和工件装卡有关。
3、和工件切入位置有关。
4、速度快时电流太大也容易导致变形。

1、工件淬火后应力的影响
一般工件在电火花中走丝线切割机床上加工,会发生开裂变形的大多为淬火工件。淬火后的工件表面受压应力,内层受拉应力,工件处于应力平衡状态。但在工件进行中走丝线切割加工时,已加工过的部位应力得到释放,其外表面的淬硬层趋向膨胀,心部的非淬硬层趋向收缩,导致工件变形。
2、工件装夹的影响
在装夹工件时,夹具本身制作不精确,且与工作台固定不牢靠,或者是出现装夹时定位、找正不准确,甚至夹紧力不均匀,造成工件局部受力过大,均会导致加工工件产生变形。
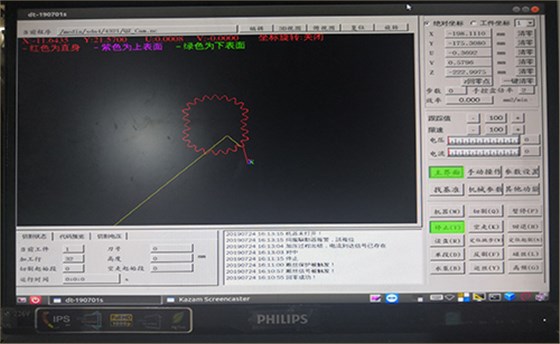
在中走丝加工中我们可以在工艺上做一定调整,也就是当第一刀开粗时留一定余量,偏移量加大至0.15—0.18mm,以使工件充分释放内应力及完全扭转变形,在后面3次能够有足够余量进行精割加工,这样可使工件最后尺寸得到保证。
进刀线设置也是关键!一般按照从已固定方向向未固定方向切割,如果两面都固定则不需要讲究。同时设置进刀引线时最好根据工件和装夹情况设一个切入角度,尽量减小切入后开口变形。
以上就是中走丝线切割开口变形的原因及解决办法,小伙伴们学会了嘛。接下来小编向大家推荐一款大铁DT系列精密中走丝线切割,精度可保证15年不变,想了解的小伙伴点击下方图片哦。
 DM400精密豪华中走丝
DM400精密豪华中走丝 DK350极速线切割
DK350极速线切割